

想要了解型材拉弯T型钢匠心制造产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:型材拉弯T型钢匠心制造的图文介绍


大家对型材拉弯工艺了解多少呢 但铝型材拉弯与板才成形较大的不相同取决于,板才一般 能够觉得是各向异性的,而揉捏成型铝型材的各式各样特点则更加明显。拉弯构件承担枢轴抗拉力和弯距彼此成效下的构件变成拉弯构件。它包括轴力受拉构件和有横着载荷成效的支撑杆构件。钢架结构中拉弯构件运用偏少针对拉弯构件,假设弯距并不大而要害承担枢轴抗拉力成效时,它的横截面方式和一般枢轴支撑杆相同。弯在抗拉力和弯距的彼此成效下,横截面出现塑性铰即视作承受力的极限。但对格构式构件或冷拔厚壁槽钢构件,横截面边沿出现塑性变形就现已大部分做到抗压强度的极限。一般情况下。拉弯构件缺失整体可靠性和部分可靠性的概率并不大。是从事型材拉弯设备设计、制造、销售;拉弯工艺研讨和型材煨弯加工;拉弯产品出产的 化企业;建筑金属结构协会成员。公司正以生气勃勃的局势迅速发展。



宏钜天成钢管有限公司(南通分公司)坚持“开拓进取、拼搏奉献、追求卓异、争创优良”的精神,以更高质量 无缝钢管和管理水平为客户提供满意 无缝钢管产品和服务,与广大客商真诚合作、共同发展、携手共创建筑防水新天地。
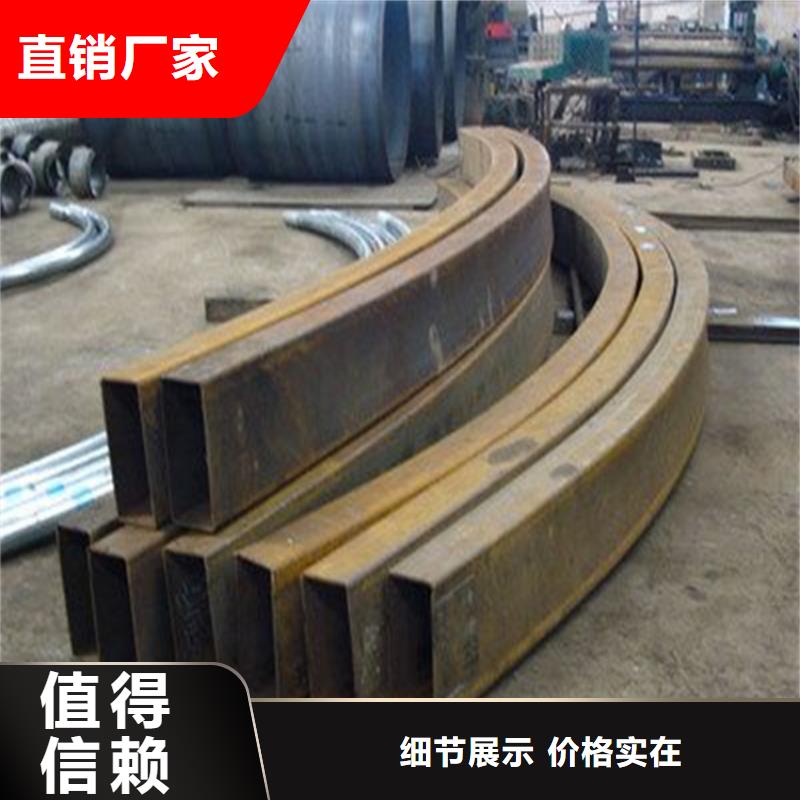
型材拉弯T型钢匠心制造


型材拉弯压弯是常用的弯曲方法。所用设备大多为通用的机械压力机或液压机,也有用专用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决定一圆的道理,对板坯进行连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。拉弯时,板材置于传动辊和压下辊之间,传动辊正反方向交换转动,使板材往复运动。调节压下辊使之逐步压下,即可将板材弯曲成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。压下辊一端可升起,便于卸出工件。另外还有四辊和多辊卷板机,四辊卷板机用于卷制厚板圆筒,四辊以上的多辊卷板机,用多对辊子将板材逐渐弯曲成复杂的型面。对于精度要求较高,长度和曲率半径要求较大、横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。拉弯时,板材全部厚度上都受拉应力的作用,因而只产生伸长变形,卸载后弹复引起的变形小,容易保证精度。



型材拉弯在弯管加工过程中会有多种办法,在必定程度上,依据其曲折成形方式可分为滚弯、压弯、推弯和绕弯,按曲折时是否运用模具可以分为模弯和无模弯;依据曲折过程中是否存在芯棒可分为有芯弯和无芯弯,依据是否加热是否可以分为冷弯和热弯。近年来,也出现了新的弯管工艺,如零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等。弯管加工主要是选用三辊轮对管材进行曲折加工的办法,对弯管半径有必定的要求,在操作中非常适用于大曲率半径的厚壁管件,而对于小半径曲折则无能为力。轧制曲折办法和作业原理与中厚板轧制基本相同,但用于弯管的轧辊具有与管坯横截面形状共同的作业表面。曲折时,只有改变主辊与从辊之间的空隙,才能完成各种曲率半径的曲折。其中,滚轮是主动轮,其余两个是从动轮。这种办法特别适用于曲折环或螺旋管件。弯管需求依照有关标准和规定加工,不管弯管的高度怎么,都不答应不稳定。加工弯管的材料需求合格、变形、开裂以及曲折管架、连接器和紧固件的其他缺陷,严禁运用弯管的紧固件,不得焊接连接件。
