



联系我们

当前位置:
聊城 航萧管件有限公司 >京山当地今日热点
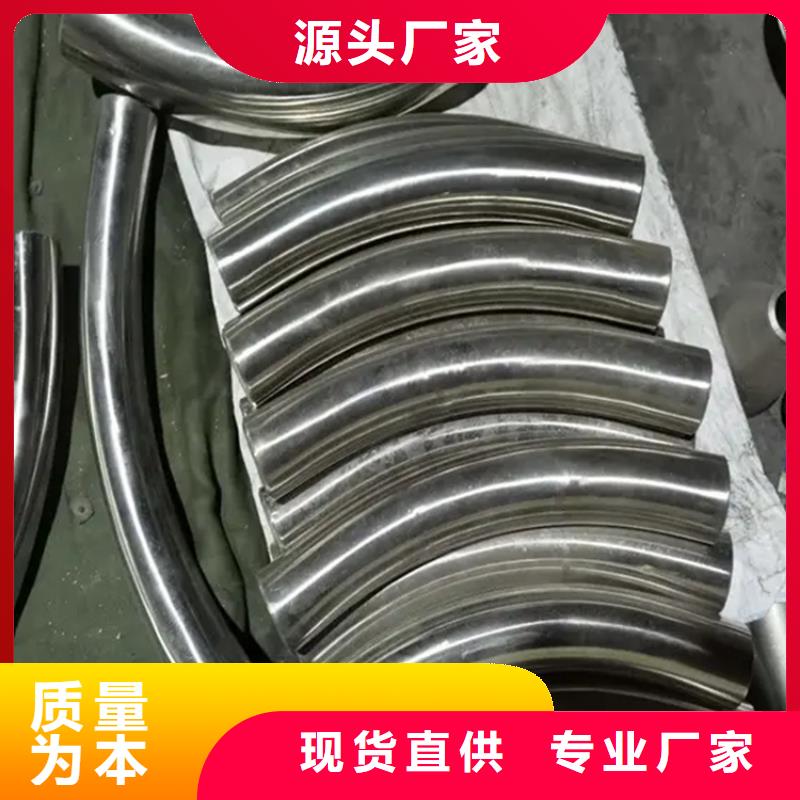
弯管【O型弯管】严格把控每一处细节
更新时间:2025-04-21 10:05:01 浏览次数:44 公司名称:聊城 航萧管件有限公司
以下是:弯管【O型弯管】严格把控每一处细节的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |
以下是:弯管【O型弯管】严格把控每一处细节的图文视频





弯管【O型弯管】严格把控每一处细节,航萧管件有限公司为您提供弯管【O型弯管】严格把控每一处细节,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,请联系航萧管件有限公司,发货地:聊城经济开发区崂山路物流院内发货到湖北省 荆门市 京山市、东宝区、掇刀区、沙洋县、钟祥市。 湖北省,荆门市,京山市 京山市是中国农耕文化发祥地之一,在新石器时代诞生了“屈家岭文化”。自汉初始置云杜县,已有2200多年建制史。新莽末年“绿林起义”在此发源。梁普通年间置新州;西魏及唐初置温州,以境内汤堰温泉得名。隋大业三年(607年),始称“京山”,因城东“京源山”而得名。
不要犹豫,点击播放我们的弯管【O型弯管】严格把控每一处细节产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:弯管【O型弯管】严格把控每一处细节的图文介绍

弯管加工过程中如何防止开裂。在不锈钢弯管弯曲过程中产生内裂的原因方面,当不锈钢弯管加热时,当不锈钢弯管超过相应的出现变形环境温度和相应的出现变形程度上时,在管壁造成内裂,这两类内裂都跟材质不锈钢弯管相关。顺着同样的成形规范,弯头机器设备的弯折实际操作会遭受损害。 弯管加工过程中如何防止开裂 坚持现有的弯头加工设备,包括预热装置和弯头装置、弯头预热装置的设置,弯头装置具有升降机构和推进机构,升降机构包括下支承体,上支承体具有弯头加工设备的结构、弯头加工设备的结构 用弯头加工设备安装与基座垂直配置的低压缸,上模设置在下缸的下端,下模设置在上模的下端,上模设置在模与下模的界面上,下模设置在下模芯上,下模的末端与基座相连,旋转板的固定板与活塞杆相连,金属相连茶叶弯管加工设备的不锈钢弯管机构包括旋转件和安装在旋转件上的不锈钢弯管,旋转件包括驱动装置的旋转框架,不锈钢弯管包括凸块和不锈钢弯管模块,驱动机构设置在相应的紧固件中。


弯管的加工效率低问题怎样解决。因为客户应用到的弯管生产设备,包含走刀组织、激光切割组织,弯折组织和回到组织,载入组织机构在架构,用以从这当中输气管,管路储放到声卡机架,阻拦组织机构在架构上,阻拦组织与装车组织相对性设定,以阻拦传至架构预订长短的管路,弯折组织机构在阻拦组织上,载入组织弯折激光切割管,原材料回到组织用以将弯管移除架构。 弯管的加工效率低问题怎样解决 弯管生产设备处理弯管生产效率低的问题,目前适用的高压管生产设备采用管辊组、管辊组旋转驱动设备和驱动辊升辊,管辊组设在管道中间和管道出口,管辊组包括滚筒,工作压力辊及其旋转支撑点是管道周围的支撑点, 当今的工作压力辊,可转动地支撑点在架构的走刀辊,以排出来辊中间的部位处,而且辊子可拖动地可拖动地装配线在架构上,转动辊组转动控制器,现阶段可即时调整管材管的弯折半经,构造简易,实际操作便捷,制造便捷,如今应用到的弯管生产设备,其技术规范包含架构和设定在架构顶端的操作台,操作台下设工作压力槽和2个翻转槽。 由于弯管生产设备拖动预制构件,设定在精准定位预制构件和架构中间,且拖动预制构件结构成拖动精准定位预制构件,以顺着2个翻转槽的联接方位的构件,以驱动器精准定位表层背驰或挨近翻转槽,而且拖动构件与固定不动的精准定位表层部位联接,固定不动部件以保持轻轻松松管路精准定位的实际效果,因而弧型弯管的构造是平稳的。



“追求品质,不忘初心”是航萧管件有限公司一贯坚持的产品理念。目前,航萧管件有限公司达成长期战略合作的原料供应工厂,不仅能够保障原材料的供应,更能从源头上确保用料的。从原料进库到产品出厂,各个环节,各个部门都有规范的管理和专人负责,航萧管件有限公司生产的所有 荆门京山H型钢拉弯产品均采用环保材料, 荆门京山H型钢拉弯制作工艺均符合欧美标准,关注消费者关注的,我们一直在努力!


弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。使用方法: 引起弯管质量下降的主要原因分析及注意方法: 1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。 2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。 3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。 4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。



今年在荆门市京山市购买弯管【O型弯管】严格把控每一处细节有了新选择,航萧管件有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的弯管【O型弯管】严格把控每一处细节产品。如需购买或咨询,请随时联系我们,联系人:宋经理-17306359888,QQ:46564996,地址:经济开发区崂山路物流院内。