




准备好领略【钢管折弯锻打圆钢供您所需】产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:【钢管折弯锻打圆钢供您所需】的图文介绍



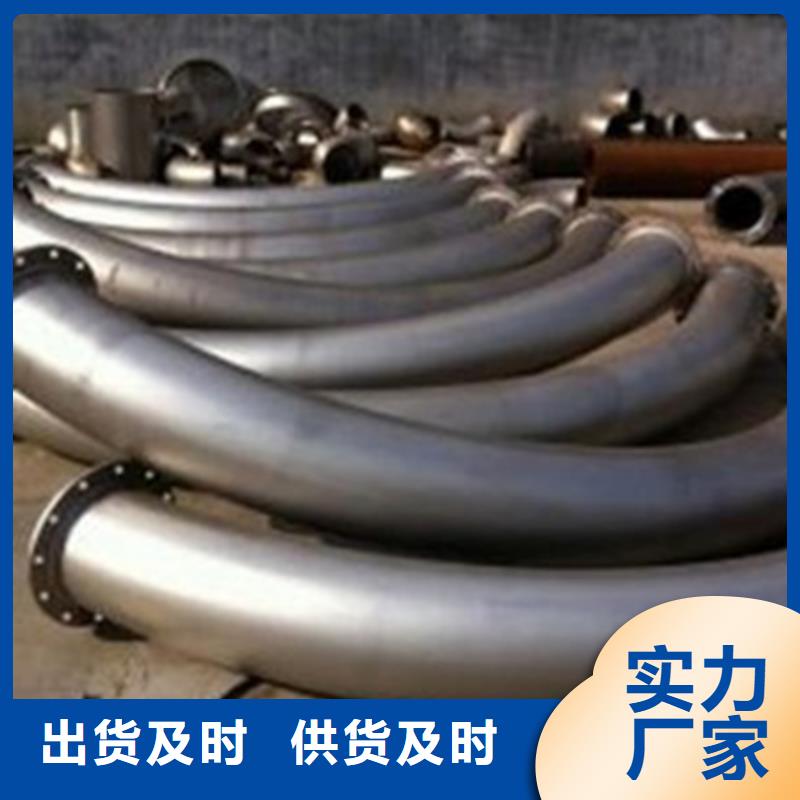
钢管折弯厂家介绍钢管折弯的分类钢管折弯是将金属薄板、管材和型材弯曲成具有一定曲率、形状和尺寸的工件的冲压工艺。 钢管折弯成型广泛用于制造高压容器、锅炉汽包、锅炉管、钢板和船体肋、各种器皿、仪表部件和柜体嵌件。根据工艺特点,钢管折弯可分为顶弯、压弯、辊弯和钢管折弯。压弯是常用的钢管折弯方法。 所使用的设备多为通用机械压力机或液压机,也有专用折弯机,常用的折弯设备是卷板机。 三辊弯曲机是根据三点定圆的原理,连续弯曲板坯。 三辊卷板机有两个驱动辊(固定)和一个压辊(可调)。 通过调节压辊的上下位置,可以改变压辊与驱动辊的相对距离。 当钢管折弯时,版材置于驱动辊和压辊之间,驱动辊正反向旋转,使版材往复运动。 通过调节压辊逐渐下压,可以将板材弯曲成具有所需曲率的圆柱面、圆锥面和曲率较小的双曲面。 压辊一端可升高,方便工件卸料。 还有四辊和多辊卷板机。 四辊卷板机用于轧制厚板滚筒。 四辊以上的多辊卷板机利用多对辊将板材逐渐弯曲成复杂的形状。对于要求精度高、长度和曲率半径大、横向尺寸小的折弯件,可以在专用的钢管折弯机钢管折弯上进行。 当钢管折弯时,板的整个厚度都在拉应力的作用下,所以只发生伸长变形,卸载后回弹引起的变形小,容易保证精度。



宏钜天成钢管有限公司主要生产 湖北咸宁无缝钢管。公司注重提高产品质量,不断扩大经营范围。公司注重加强技术储备,努力促进企业可持续发展。我公司始终坚持忠诚守信服务客户、建设品牌形象奉献社会的经营理念,产品销往全国各地服务于各个行业,产品质量及售后服务得到了用户的肯定和好评。纵观今天,展望未来,我公司充满信心和希望,决心以诚信的品牌、完善的服务与各界用户真诚合作,共创美好未来。


关于钢管折弯加工厂的应用介绍钢管折弯加工厂型材因为其良好的机械性能而广泛应用于航空和汽车工业中。钢管折弯加工厂型材拉伸曲折是指将型材预拉伸到资料的屈从限,在坚持的轴向张力的同时进行加载和曲折,钢管折弯厂使其进入模具的凹槽并成形的曲折进程。在曲折进程中,施加轴向拉力以战胜内侧起皱,截面应力分布,减少回弹,进步成形精度。这是型材钢管折弯中需求解决的首要问题之一。在拉伸曲折件的生产进程中,依据拉伸曲折件的外形规划,得到拉伸曲折模具的形状。即使轴向张力在技术规范规定的残余应变下尽可能地增加,因为型材零件的相对大的曲折半径,仍然存在数量的回弹。拉伸曲折的曲率仍然很小,所以拉伸后需求进行校准。在型材的拉伸曲折进程中,中性层以下的部分遭到纵向紧缩应力,径向和宽度方向也遭到紧缩应力。在三维压应力作用下,容易发生纵向缩短变形和径向增稠变形,严重时会产生起皱现象。贵阳钢管折弯厂型材的拉伸曲折首要是指在预拉伸到资料屈从限并坚持的轴向张力之前,型材被加载和曲折的曲折进程,从而将它们压入模具的空腔中构成。



钢管折弯随着划片机数控拉弯加工技术的兴起,方管弯成弧形成型方法有很多,天津宏宇拉弯弯管有限公司结合实际工作情况列举常规方管弧形拉弯的两种方法:种、实弯实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。2)实弯的缺点是有拉伸/减薄效应。,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。第二种、空弯空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。1)空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。2)空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。